Báo cáo đề xuất cấp giấy phép môi trường của cơ sở sản xuất ống thép cỡ lớn, tôn cán nguội và tôn mạ kẽm
Báo cáo đề xuất cấp giấy phép môi trường của cơ sở sản xuất ống thép cỡ lớn, tôn cán nguội và tôn mạ kẽm. Tổng vốn đầu tư của Cơ sở là 149.561.000.000 VNĐ (Một trăm bốn mươi chín tỷ, năm trăm sáu mươi mốt triệu đồng chẵn). Theo tiêu chí quy định của pháp luật về đầu tư công (theo quy mô, mức độ quan trọng)
MỤC LỤC
DANH MỤC CÁC TỪ VÀ CÁC KÝ HIỆU VIẾT TẮT ...............................................4
CHƯƠNG I: THÔNG TIN CHUNG VỀ CƠ SỞ ...........................................................7
4. Nguyên liệu, nhiên liệu, vật liệu, phế liệu (loại phế liệu, mã HS, khối lượng phế liệu
dự kiến nhập khẩu), điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của cơ sở18
CHƯƠNG II: SỰ PHÙ HỢP CỦA CƠ SỞ VỚI QUY HOẠCH, KHẢ NĂNG
1. Sự phù hợp của dự án đầu tư với quy hoạch bảo vệ môi trường quốc gia, quy hoạch
2. Sự phù hợp của dự án đầu tư đối với khả năng chịu tải của môi trường...................22
CHƯƠNG III: KẾT QUẢ HOÀN THÀNH CÁC CÔNG TRÌNH, BIỆN PHÁP
1. Công trình, biện pháp thoát nước mưa, thu gom và xử lý nước thải.........................23
2. Công trình, biện pháp lưu giữ, xử lý chất thải rắn thông thường..............................31
2.2. Các công trình lưu giữ, xử lý chất thải rắn công nghiệp thông thường..................31
4. Công trình, biện pháp giảm thiếu tiếng ồn, độ rung và nhiệt độ, bức xạ.................34
5.3. Biện pháp an toàn trong sử dụng bình khí nén (khí NH3 hóa lỏng) .......................39
5.4. Công trình, phương án phòng chống, ứng phó sự cố rò rỉ, tràn đổ hóa
5.5. Biện pháp phòng ngừa, ứng phó sự cố an toàn lao động trong sản xuất................42
6. Các nội dung thay đổi so với quyết định phê duyệt kết quả thẩm định báo cáo đánh
CHƯƠNG IV: NỘI DUNG ĐỀ NGHỊ CẤP GIẤY PHÉP MÔI TRƯỜNG................45
1.2. Các yêu cầu bảo vệ môi trường đối với thu gom, xử lý nước thải.........................45
2. Nội dung đề nghị cấp phép đối với chất thải và phòng ngừa, ứng phó sự cố môi
2.1.2. Yêu cầu bảo vệ môi trường đối với việc lưu giữ chất thải..................................47
2.2. Yêu cầu về phòng ngừa và ứng phó sự cố môi trường...........................................48
CHƯƠNG V: KẾT QUẢ QUAN TRẮC MÔI TRƯỜNG CỦA CƠ SỞ.....................51
CHƯƠNG VI: CHƯƠNG TRÌNH QUAN TRẮC MÔI TRƯỜNG CỦA CƠ SỞ.......55
1. Kế hoạch vận hành thử nghiệm công trình xử lý chất thải của dự án.......................55
2. Chương trình quan trắc chất thải (tự động, liên tục và định kỳ) theo quy định của
CHƯƠNG VII: KẾT QUẢ KIỂM TRA, THANH TRA VỀ BẢO VỆ MÔI TRƯỜNG
CHƯƠNG VIII: CAM KẾT CỦA CHỦ CƠ SỞ..........................................................57
CHƯƠNG I: THÔNG TIN CHUNG VỀ CƠ SỞ
1. Tên chủ cơ sở
- Tên chủ cơ sở: Công ty Cổ phần thép ............
- Người đại diện: Ông ..... Chức vụ: Tổng Giám đốc
- Địa chỉ trụ sở chính: ........., huyện Bình Xuyên, tỉnh Vĩnh Phúc.
- Địa điểm hoạt động của cơ sở: ........, huyện Bình Xuyên, tỉnh Vĩnh Phúc.
- Điện thoại liên hệ: ...... Fax: ..........
- Giấy chứng nhận đầu tư cấp cho Công ty Cổ phần thép Việt Đức số ....... chứng nhận lần đầu ngày 23/10/2007; chứng nhận thay đổi lần thứ 3 ngày 19/12/2014;
- Giấy chứng nhận đăng ký doanh nghiệp Công ty Cổ phần cấp cho Công ty Cổ phần thép Việt Đức mã số ........., đăng ký lần đầu ngày 17/9/2007, đăng ký thay đổi lần thứ 08 ngày 18/08/2021.
2. Tên cơ sở
a. Tên cơ sở:
Tên cơ sở: Cơ sở sản xuất ống thép cỡ lớn, tôn cán nguội và tôn mạ kẽm. (Sau đây viết tắt là “Cơ sở”).
b. Địa điểm cơ sở:
Cơ sở hiện đang hoạt động tại ........., huyện Bình Xuyên, tỉnh Vĩnh Phúc. Theo Giấy chứng nhận Quyền sử dụng đất số CV 828183, tổng diện tích của cơ sở là 20.000 m2. Ranh giới tiếp giáp của cơ sở như sau:
+ Phía Nam giáp Công ty Cổ phần ống thép Việt Đức – VG PIPE;
+ Phía Đông và phía Bắc giáp Công ty Cổ phần Tập đoàn sản xuất Thép Việt Đức.
+ Phía Tây giáp Công ty TNHH Công nghiệp Profiber (Việt Nam);
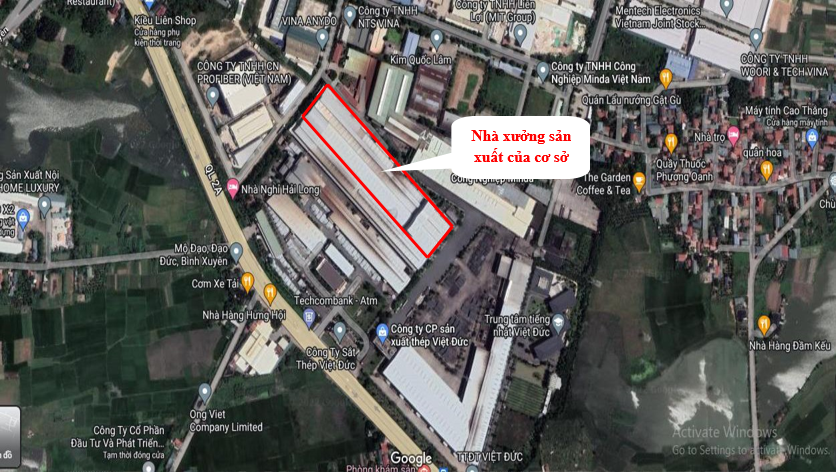
Hình 1. 1. Vị trí hoạt động của cơ sở trên bản đồ Google Map
c. Quyết định phê duyệt kết quả thẩm định báo cáo đánh giá tác động môi trường, các loại giấy phép môi trường thành phần:
- Quyết định số 1753/QĐ-UBND ngày 29/6/2015 của UBND tỉnh Vĩnh Phúc về việc phê duyệt nội dung Báo cáo ĐTM Dự án “Đầu tư mở rộng dây chuyền sản xuất ống thép cỡ lớn, tôn cán nguội và tôn mạ kẽm” của Công ty Cổ phần thép Việt Đức
- Quyết định số 1224/QĐ-UBND ngày 01/6/2018 của UBND tỉnh Vĩnh Phúc về việc phê duyệt điều chỉnh nội dung Báo cáo ĐTM Dự án “Đầu tư mở rộng dây chuyền sản xuất ống thép cỡ lớn, tôn cán nguội và tôn mạ kẽm” của Công ty Cổ phần thép Việt Đức đã được phê duyệt tại Quyết định số 1753/QĐ-UBND ngày 29/6/2015 của UBND tỉnh Vĩnh Phúc;
- Giấy xác nhận hoàn thành công trình bảo vệ môi trường số 1521/GXN-STNMT ngày 25/6/2018 của UBND tỉnh Vĩnh Phúc của Dự án “Đầu tư mở rộng dây chuyền sản xuất ống thép cỡ lớn, tôn cán nguội và tôn mạ kẽm” của Công ty Cổ phần thép Việt Đức.
- Cơ quan cấp Giấy phép môi trường của cơ sở: UBND tỉnh Vĩnh Phúc.
d. Quy mô của cơ sở (phân loại theo tiêu chí quy định của pháp luật về đầu tư công):
Tổng vốn đầu tư của Cơ sở là 149.561.000.000 VNĐ (Một trăm bốn mươi chín tỷ, năm trăm sáu mươi mốt triệu đồng chẵn). Theo tiêu chí quy định của pháp luật về đầu tư công (theo quy mô, mức độ quan trọng), cơ sở thuộc nhóm B (Mục I, Phần B -Danh mục phân loại dự án đầu tư công được ban hành kèm theo Nghị định số 40/2020/NĐ-CP ngày 06 tháng 4 năm 2020 của Chính phủ quy định chi tiết thi hành một số điều của Luật Đầu tư công).
Ngoài ra, căn cứ tiêu chí về môi trường quy định tại Khoản 4, Điều 28 và Khoản 2, Điều 39 của Luật Bảo vệ môi trường 2020, cơ sở thuộc đối tượng phải lập Báo cáo đề xuất cấp Giấy phép môi trường.
Theo Giấy chứng nhận quyền sử dụng đất số CV 828183, Cơ sở được thực hiện tại khu đất có diện tích 20.000m2 thuộc KCN Bình Xuyên, huyện Bình Xuyên, tỉnh Vĩnh Phúc. Các hạng mục công trình tại cơ sở vẫn đảm bảo đáp ứng nhu cầu hoạt động, sản xuất hiện tại, cụ thể như sau:
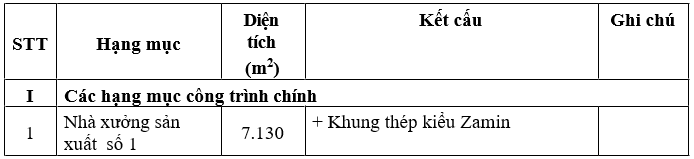
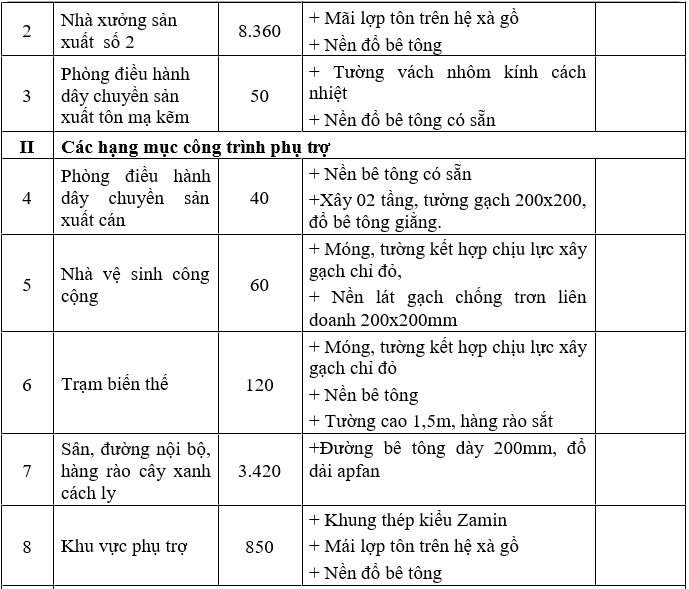
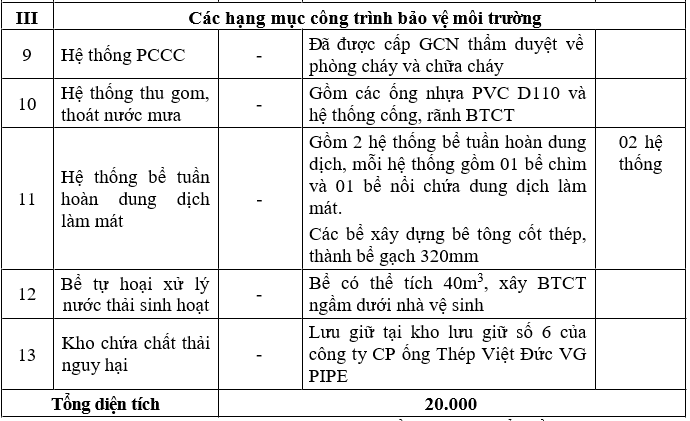
Bảng 1. 1. Quy mô các hạng mục công trình của Cơ sở
3. Công suất, công nghệ, sản phẩm sản xuất của cơ sở:
3.1. Công suất hoạt động của cơ sở:
Sản phẩm của cơ sở là ống thép cỡ lớn, tôn cán nguội và tôn mạ kẽm. Quy mô, công suất cụ thể như sau:
Bảng 1.2. Danh sách chủng loại và số lượng của từng loại sản phẩm
3.2. Công nghệ sản xuất của cơ sở
3.2.1. Quy trình sản xuất tôn cán nguội
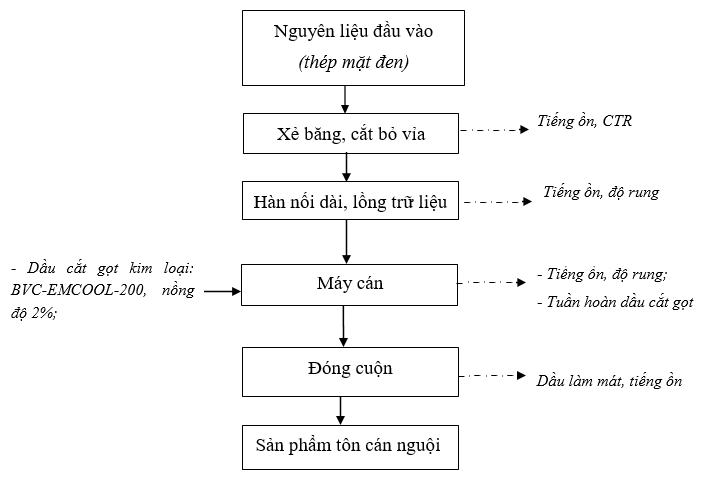
Hình 1. 3: Sơ đồ công nghệ sản xuất tôn cán nguội
* Thuyết minh quy trình sản xuất:
- Xẻ băng, cắt vỉa: Nguyên liệu thép lá cuộn cán nóng có bản rộng lớn được xẻ thành các bản rộng nhỏ theo yêu cầu của sản phẩm và cắt bỏ vỉa để bản rộng được đều.
- Hàn nối dài và lồng trữ liệu: Dải tôn sau khi xẻ băng sẽ được hàn nối dài với nhau và phóng vào lồng trữ liệu máy cán để đảm bảo máy cán được hoạt động liên tục, không bị gián đoạn.
- Máy cán:
+ Quá trình cán ở máy cán là quá trình nguyên liệu được ép và kéo căng giữa các trục cán (số lượng: 04 giá cán). Trong quá trình cán nguội, độ dày của nguyên liệu giảm đi theo yêu cầu và độ kéo giãn dài tương đối giảm đi rất nhanh. Tính dẻo của kim loại hầu như bị mất đi.
+ Đây là một đặc điểm quan trọng của cán nguội, nếu quá trình sản xuất chỉ kết thúc ở đây thì sản phẩm về mặt nhãn quang hầu như không khác nhiều với sản phẩm đúng tiêu chuẩn, tuy nhiên không thể đưa vào sử dụng vì sản phẩm rất giòn do các liên kết bị phá vỡ
- Đóng cuộn:
Quá trình sản xuất là liên động nên quá trình đóng cuộn hoạt động đồng thời với quá trình cán. Khi cán xong thì dải tôn sẽ được cuộn lại, đóng đai thành sản phẩm tôn cán nguội
3.2.2. Quy trình sản xuất thép ống lớn
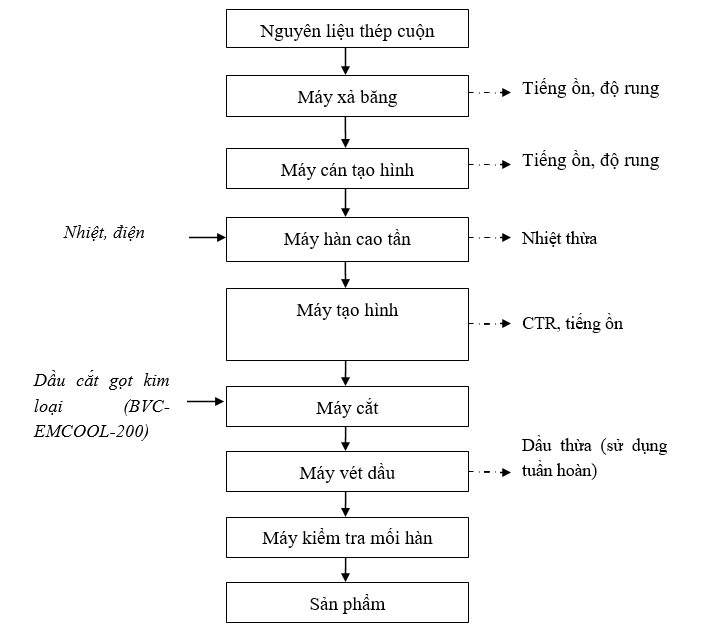
Hình 1. 4: Quy trình sản xuất ống thép cỡ lớn
* Thuyết minh quy trình sản xuất:
Nguyên liệu thép cuộn cán nóng sau khi được nhập kho nguyên liệu được xe nâng có tải trọng 15 - 25 tấn đưa vào vị trí dỡ cuộn của máy cắt và được xẻ dọc thành từng băng thép có bề ngang đúng bằng chu vi ống định hình và có kích thước đã định hình trong chương trình sản xuất.
Băng thép được cuộn chặt lại và đưa vào vị trí dỡ bằng của dây chuyển sản xuất ống. Băng thép được cầu trục 7,5 tấn đưa vào vị trí dỡ băng của dây truyền uốn ống và hàn cao tần. Đầu băng thép được hàn nối bằng tay với đuôi thép của băng trước và qua lồng trữ liệu đến máy tạo hình kiểu trục khuôn. Nhờ 4 trục dẫn hướng băng thép đi vào 7 bộ giá trục cán dẫn động và 5 bộ giá định kích thước tạo hình mà băng thép tạo thành ống thép tròn có kích thước dự kiến ban đầu như bản vẽ thiết kế và nhờ máy hàn cao tần 2 mép của băng thép tự chảy ra kết dính vào nhau tạo nên gờ mối hàn. Hàn cao tần là phương pháp hàn nóng chảy, trong đó các mép hàn được nung nóng đến trạng thái dẻo bằng nguồn nhiệt của dòng điện cao tần (103- 104 Hz), sau đó ép lại thành mối hàn. Tốc độ hàn của dây chuyển là từ 20-70m/phút.
Nhờ máy hàn cao tần 2 mép của băng thép tự chảy ra kết dính vào nhau tạo nên mối hàn. Ống tròn đã hàn kín được dẫn qua giá định kích thước theo kiểu quay 360° để tạo thành ống theo chương trình sản phẩm đã định và sau đó làm nguội bằng nước và tiếp tục đi sang máy cắt bay để cắt thành từng đoạn ống có chiều dài theo yêu cầu và khỏa đầu ống làm cho đầu ống nhẵn đẹp. Tiếp tục ống được đưa vào máy kiểm tra mối hàn bằng thử áp lực và máy in để in các thông số về kích thước và nhãn hiệu dọc theo thân ống và cuối cùng ống được đồng bộ để nhập kho thành phẩm.
>>> XEM THÊM: Báo cáo đề xuất cấp giấy phép môi trường dự án nhà máy sản xuất linh kiện điện tử
CÔNG TY CP TƯ VẤN ĐẦU TƯ & THIẾT KẾ XÂY DỰNG MINH PHƯƠNG
Địa chỉ: Số 28B Mai Thị Lựu, Phường Đa Kao, Q.1, TPHCM
Hotline: 0903649782 - (028) 3514 6426
Email: nguyenthanhmp156@gmail.com
Tin tức liên quan

415 Lượt xem
Khảo sát địa chất công trình nhà máy là một bước bắt buộc và có ý nghĩa quyết định đối với chất lượng thiết kế – thi công các công trình công nghiệp.

843 Lượt xem
Quy trình xin giấy phép môi trường: Những điều doanh nghiệp cần biết. Giấy phép môi trường không chỉ là một thủ tục bắt buộc mà còn là thước đo thể hiện cam kết và trách nhiệm của doanh nghiệp với xã hội.
1446 Lượt xem
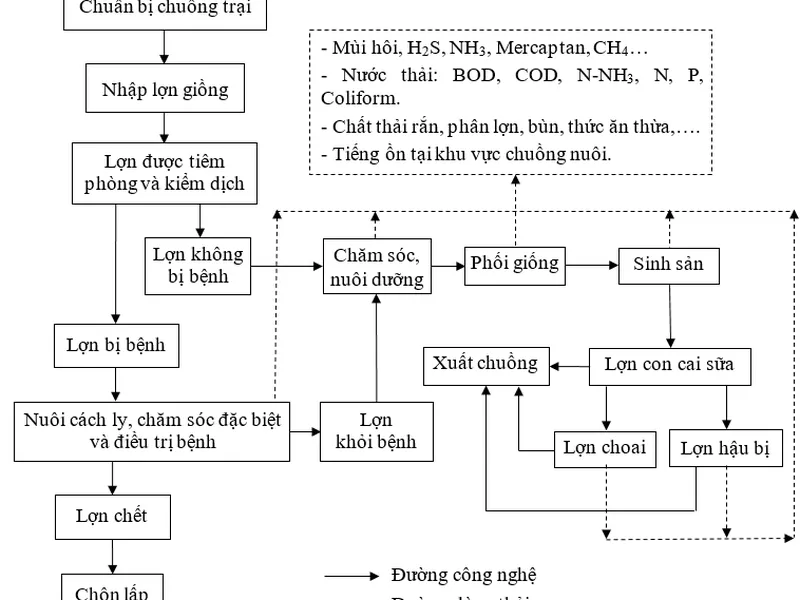
Báo cáo đề xuất cấp (GPMT) giấy phép môi trường trang trại chăn nuôi và trồng cây dược liệu. Sản phẩm của cơ sở là lợn và các sản phẩm từ cây dược liệu (lá, thân, củ Đinh Lăng) đảm bảo yêu cầu sau quá trình nuôi trồng.
1169 Lượt xem
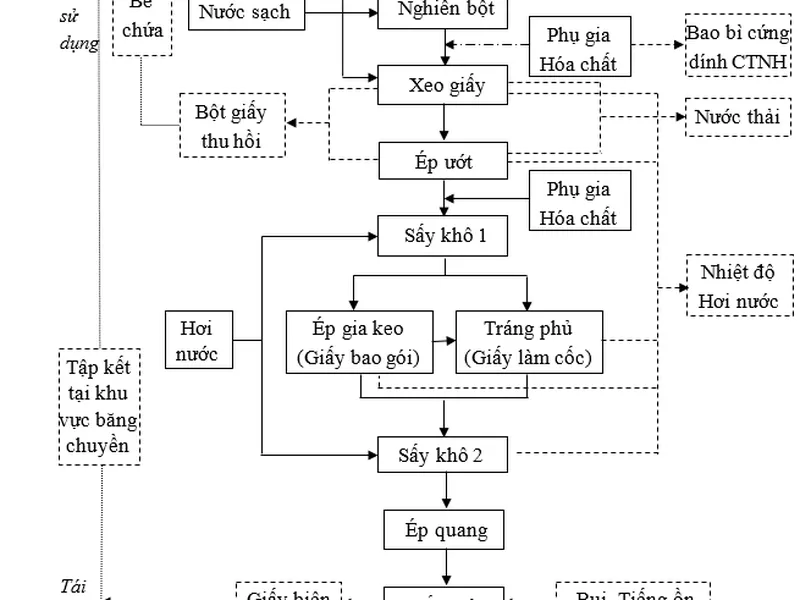
Báo cáo đề xuất cấp (GPMT) giấy phép môi trường xây dựng nhà máy giấy bao gói thực phẩm, giấy in nhiệt, giấy làm cốc công suất là 25.000 tấn sản phẩm/năm.
1409 Lượt xem
Báo cáo đề xuất cấp giấy phép môi trường (GPMT) cơ sở trang trại chăn nuôi lợn và trồng cây ăn quả. Quy mô chăn nuôi trung bình 1.200 con lợn nái sinh sản. Sản phẩm của dự án đầu tư: Lợn con giống 30.000 con/năm.

1450 Lượt xem
Báo cáo đề xuất cấp cấp (GPMT) giấy phép môi trường nhà máy sản xuất thép (từ sắt thép phế liệu) với quy mô 4.000 tấn sản phẩm/năm. Sản phẩm của dự án là thép cây Ø10, Ø12, Ø14, Ø16, Ø18.
Xem thêm